

मध्येरोलररोलरची अनुकूलता, सुरक्षा आणि त्यानंतरची ऑपरेशनल स्थिरता सुनिश्चित करण्यासाठी गुणवत्ता तपासणी प्रणाली, देखावा आणि परिमाण तपासणी मूलभूत दुवे आहेत. जीबी/टी 10595-2023 बेल्ट कन्व्हेयर्स सारख्या मानकांनुसार या तपासणी काटेकोरपणे केल्या पाहिजेत. अगदी किरकोळ दोष किंवा विचलनांमुळे त्यानंतरच्या उपकरणांच्या अपयशास कारणीभूत ठरू शकते.
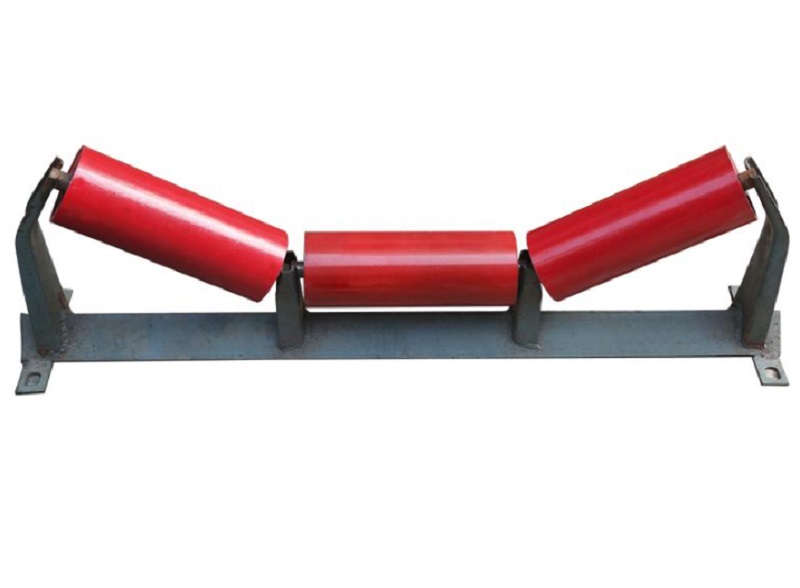
रोलरच्या सर्व घटकांमधील स्पष्ट दोषांसाठी देखावा तपासणीसाठी विस्तृत तपासणी आवश्यक आहे. रोलर ट्यूबसाठी, व्हिज्युअल तपासणी आणि स्पर्शिक मूल्यांकन यांचे संयोजन आवश्यक आहे: पृष्ठभाग क्रॅक, वाळूचे छिद्र आणि भेदक हवेच्या छिद्रांसारख्या स्ट्रक्चरल दोषांपासून मुक्त असणे आवश्यक आहे. अशा दोषांमुळे कन्व्हेयर बेल्टवर असमान स्थानिक तणाव निर्माण होईल, पोशाख वाढेल आणि खाणी आणि बंदरांसारख्या जड-लोड परिस्थितींमध्ये रोलर ट्यूब ब्रेक देखील होऊ शकेल. वेल्डेड रोलर ट्यूबसाठी वेल्ड मणी, अंडरकट्स किंवा अपूर्ण प्रवेश यासारख्या समस्यांशिवाय वेल्ड्स गुळगुळीत आणि सतत असाव्यात. वेल्ड्सच्या कडा हाताने स्पर्श केला जाऊ शकतो जेणेकरून तेथे उगवलेल्या बुरेस नाहीत. जर रोलर ट्यूब अँटी-कॉरेशन कोटिंगने सुसज्ज असेल (उदा. गॅल्वनाइझिंग, प्लास्टिकची फवारणी), कोटिंग जाडी गेजचा वापर कोटिंगची जाडी मोजण्यासाठी केला पाहिजे, विचलन ± 10%च्या आत नियंत्रित केले जाईल. दरम्यान, रोलर ट्यूबला दमट किंवा संक्षारक वातावरणात नष्ट होण्यापासून रोखण्यासाठी सोलून सोलणे, सॅगिंग किंवा फुगे यासाठी कोटिंगची तपासणी करणे आवश्यक आहे.
बेअरिंग हाऊसिंग आणि कंस विषयी: कास्टिंग्ज संकोचन छिद्र, सैलपणा आणि क्रॅकपासून मुक्त असणे आवश्यक आहे; मुद्रांकित भागांमध्ये कोणतेही स्पष्ट विकृती नसणे आवश्यक आहे; काठावरील बुर्सची उंची बुर डिटेक्टरद्वारे मोजली जाणे आवश्यक आहे आणि ≤ 0.2 मिमी असणे आवश्यक आहे, जेणेकरून असेंब्ली दरम्यान स्क्रॅचिंग सील किंवा ऑपरेटर टाळता येतील. शाफ्टच्या डोक्याची पृष्ठभाग गुळगुळीत असावी, अडथळे, स्क्रॅच किंवा गंजशिवाय; घट्ट असेंब्ली सुनिश्चित करण्यासाठी थ्रेडेड कनेक्शनचे भाग तुटलेले थ्रेड किंवा थ्रेड स्लिपेजपासून मुक्त असणे आवश्यक आहे.
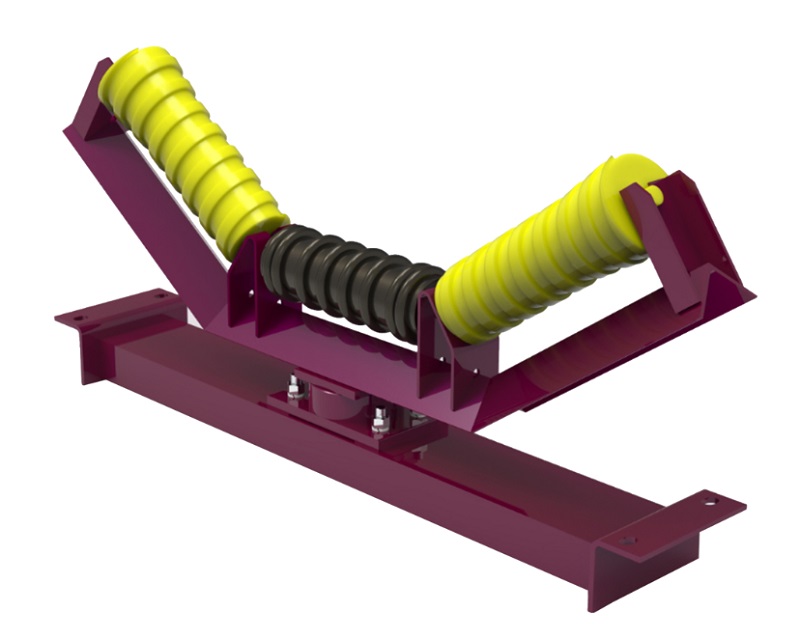
परिमाण अचूकता तपासणीसाठी तपशील नियंत्रित करण्यासाठी अचूक साधनांचा वापर करणे आवश्यक आहे. रोलरची एकूण लांबी मोजण्यासाठी डिजिटल कॅलिपर (0.01 मिमीच्या अचूकतेसह) वापरला जातो आणि विचलन ≤ ± 0.5 मिमी असणे आवश्यक आहे. अत्यधिक विचलनामुळे अशक्य होईलरोलरकन्व्हेयर फ्रेमला अचूकपणे जुळण्यासाठी, असेंब्लीनंतर अत्यधिक अंतर किंवा स्थापित करण्यात अयशस्वी होण्यासारख्या समस्या उद्भवतात. एक मायक्रोमीटर (0.001 मिमीच्या अचूकतेसह) रोलर ट्यूबचा व्यास मोजण्यासाठी वापरला जातो, विचलनासह ± ± 0.3 मिमी (उदाहरणार्थ, φ89 मिमी रोलर ट्यूबचे वास्तविक मोजमाप 88.7-89.3 मिमीच्या श्रेणीत असावे). अत्यधिक व्यास विचलनामुळे कन्व्हेयर बेल्ट आणि रोलर ट्यूब दरम्यान असमान संपर्क क्षेत्र होईल, स्थानिक पोशाख तीव्र करते. बेअरिंगशी जुळणार्या भागातील शाफ्ट हेडचा व्यास सहिष्णुता ग्रेड एच 6/एच 7 नुसार तपासणी केला जातो (उदाहरणार्थ, φ20 मिमी शाफ्ट हेडचे वास्तविक मोजमाप 19.987-20 मिमी असावे). अत्यधिक सैल तंदुरुस्तीमुळे घसरणे कमी होऊ शकते, तर जास्त प्रमाणात तंदुरुस्तीमुळे ओव्हरहाटिंग आणि जामिंग होण्यास कारणीभूत ठरते. डायल इंडिकेटरसह पेअर केलेले रन-आउट टेस्टरचा उपयोग सहवासाची तपासणी करण्यासाठी केला जातो, प्रति मीटर लांबी ≤ 0.1 मिमी विचलनासह. जेव्हा रोलर फिरते तेव्हा कन्व्हेयर कंप, आवाज आणि उपकरणांचे सेवा आयुष्य लहान करते तेव्हा अत्यधिक सहकार्याने विचलन केन्द्रापसारक शक्ती निर्माण करते.
जरी देखावा आणि परिमाण तपासणी मूलभूत दुवे आहेत, तरीही ते रोलर गुणवत्तेसाठी "संरक्षणाची पहिली ओळ" आहेत. केवळ प्रत्येक निर्देशकावर काटेकोरपणे नियंत्रित करून रोलरच्या त्यानंतरच्या कामगिरीसाठी आणि सुरक्षित ऑपरेशनसाठी घन पाया घातला जाऊ शकतो.












